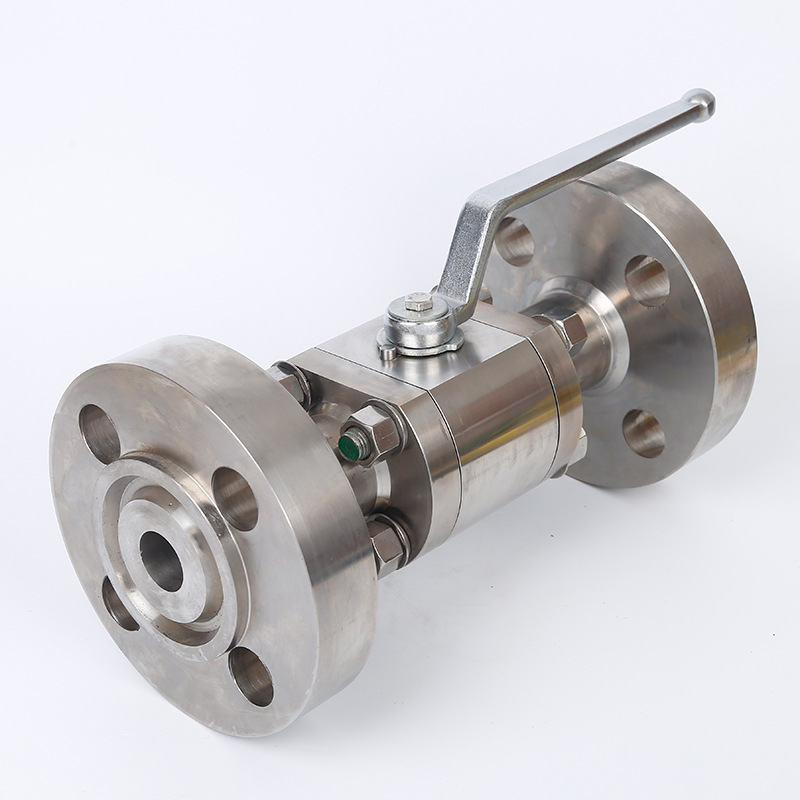




Клапаны из кованой стали высокого давления, устойчивые к высоким температурам




Существуют соответствующие серии регулировок из кованой стали для задвижек, шаровых кранов и шаровых кранов.Штамповка используется для DN15-DN80, а свободная ковка используется для ≥ DN80.Одновременная разнонаправленная штамповка (технология изготовления полого серебра) также постепенно применяется к высококачественным продуктам.
Функции
1.Конечно-элементный анализ помогает оптимизировать прочность и вес изделия.
2. Сварная крышка, крышка на болтах и крышка с самоуплотнением под давлением могут быть предоставлены в соответствии с требованиями заказчика.
3. В соответствии с требованиями заказчика, мы можем предоставить многонаправленные штампованные изделия большого диаметра.
4. Он может охватывать все клапаны компании из литой стали, включая тип клапана, давление, диаметр и материал, режим соединения и режим передачи.
Многонаправленная штамповка относится к поковке сложной формы, без заусенцев, с небольшими ответвлениями или с полостью, которая получается при использовании комбинированной штампа, однократного нагрева и однократного хода пресса.Кроме того, существует очень высокое требование к тоннажу ковочного пресса.В прошлом из-за большого размера регулирующего органа большого диаметра его можно было изготовить только путем разделения серебра, а затем собрать и сварить вместе.Если используется разнонаправленная штамповка, не только форма может быть выкована непосредственно за одну плавку, но и внутренняя полость может быть выкована вместе, что значительно повышает прочность и эстетику заготовки в направлении волокна и снижает стоимость продукта. .
Разница в процессах между кованым клапаном и литым клапаном
Для литья клапанов и ковки клапанов каждый процесс имеет свои преимущества.Некоторые проекты предпочитают один метод другому.А другой больше подходит для других людей.Ниже мы перечислим основные отличия литья от ковки:
1. Разница в прочности:
Литые материалы имеют низкую прочность, потому что они залиты в полость, которая позволяет материалу свободно формироваться.
Кованые материалы прочнее.Поскольку они имеют четко выраженную зернистую структуру, силовое сжатие увеличивает их механическую прочность.
2. Подходит для полых форм
Литье обычно предпочтительнее для производства материалов, содержащих полые пространства или полости.
Ковка исключает из своего состава полости и пористость.
3. Однородность разная:
Литейные материалы не всегда однородны.
Кованым материалам можно придать постоянную форму и сохранить структурную постоянство.
4. Ограничение по размеру:
Литье не имеет ограничений по размеру или форме.Потому что все материалы будут расплавлены перед формованием.
Ковать можно материалы весом до 50 кг.Более высокая мощность требуется, если кованный материал весит более 50 кг.В этом случае кастинг будет альтернативой.
5. Сложность
Литье может производить сложные узоры и формы.Ковка больше ориентирована на производство однородных и простых материалов.
6. Различные расходы:
Для кастинга используется относительно недорогое оборудование.Машины, используемые для ковки, такие как тяжелые промышленные штампы, стоят дороже.
Это исследовательская работа, в которой исследователи из Университета Толедо сравнили разницу между одним продуктом, произведенным двумя способами.Перечислены следующие выводы:
Предел прочности поковок на 26% выше, чем у отливок.
Усталостная прочность поковок на 37 % выше, чем у отливок.
Предел текучести чугуна составляет всего 66% от предела текучести кованой стали.
Поковки имели уменьшение площади на 58% при растяжении до разрушения.Площадь отливки уменьшилась на 6%.


